Die Senstech AG lanciert zwei neue Eigenprodukte zur diesjährigen SENSOR+TEST in Nürnberg: Den kompakten Kraftsensor-Bügel KB-011-1600 sowie den Mini-Signalverstärker SA-011-1500.
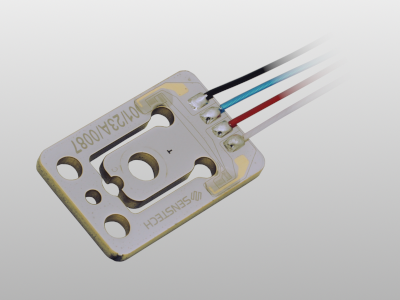
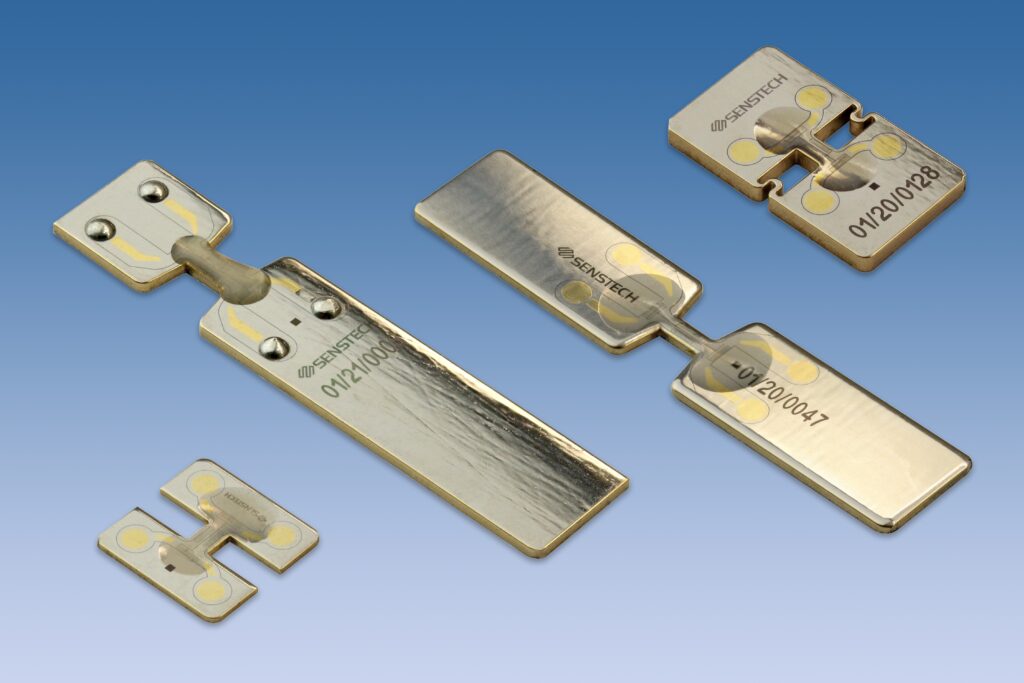
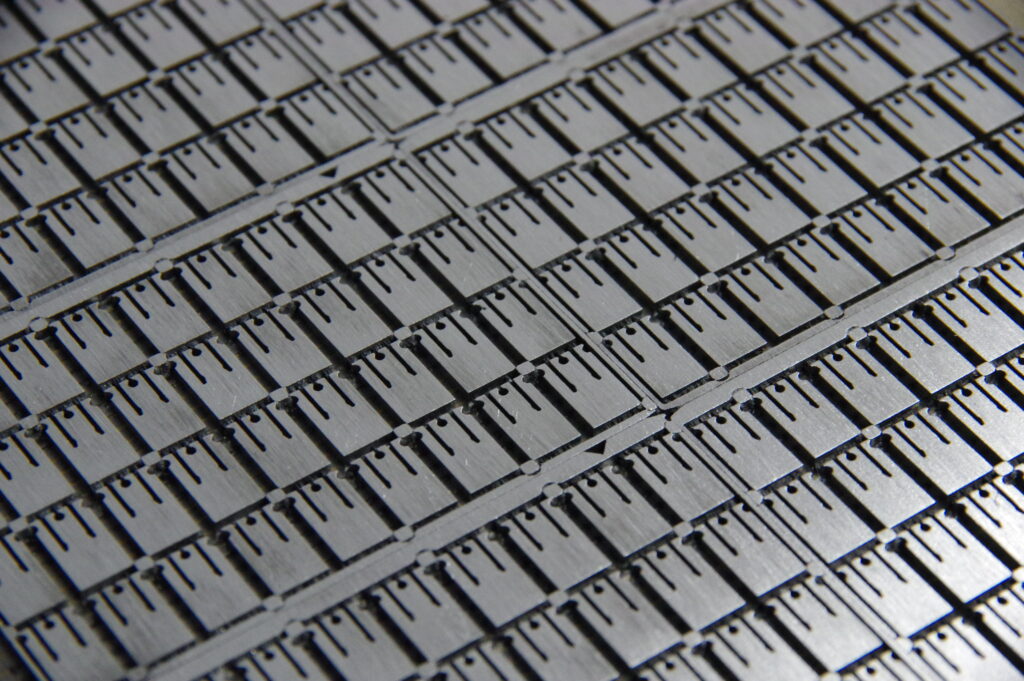
Beim Kraftsensor-Bügel handelt es sich um eine Weiterentwicklung des KB-011-0500 mit einer Baugrösse von 9×14 mm. Zunächst ist er für einen Kraftbereich von 20 N verfügbar; mit unterschiedlichen Blechdicken lassen sich jedoch Messbereiche von ca. 3 bis 100 N abdecken. Der Miniatursensor wird mit einer M2-Schraube und einem
Zylinderstift verdrehsicher montiert. Die Kraft wird punktförmig über eine Rundkopfniete auf den Bügel geleitet; alternativ stehen zwei Schraublöcher für eine anwendungsspezifische Krafteinleitung zur Verfügung.
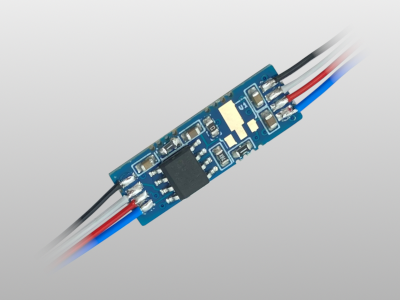
Der Mini-Signalverstärker SA-011-1500 eignet sich, um das Ausgangssignal eines Sensors direkt in der Zuleitung zu verstärken. So kann es störungsfrei übertragen und mit einfachen Mitteln digitalisiert werden. Das Modul ist in vier Varianten erhältlich, die Betriebsspannungen von 2.2 bis 25 V sowie unterschiedliche Eingangssignalbereiche
abdecken. Es ist sowohl mit Entwicklungsplattformen wie Arduino als auch mit 0-10 V Analogeingängen kompatibel.
Senstech führt bei allen Eigenprodukten mit Litzen das Steckersystem PicoBlade ein, das Wire-to-Wire- und Wire-to-Board-Verbindungen ermöglicht. So können unsere Sensoren künftig ohne Löten an Verstärkermodule oder an Schaltungen von Kunden angeschlossen werden.
> Datenblatt Mini-Signalverstärker SA-011-1500
> Prospekt Kraftsensor-Bügel KB-011-1600